89A, M.T.H Road, Ambattur Industrial Estate, Chennai- 600 058, India
Menu



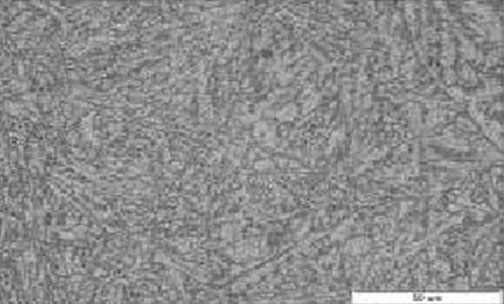
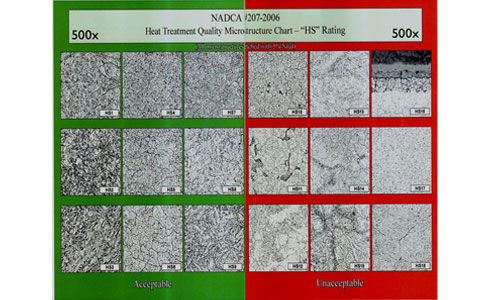
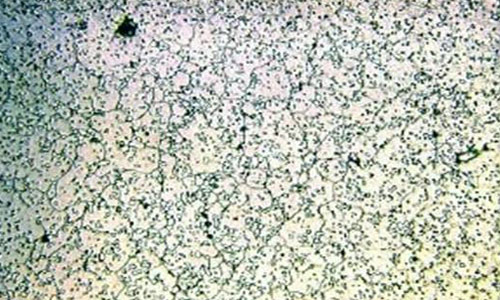
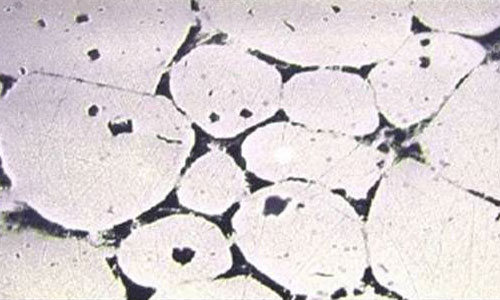
The needle-like structure of martensite, the white areas are retained austenite.